

Med kulfiberprodukter er det første folk føler, når de ser et produkt med kulfibermønster, at det er cool og har sans for mode og teknologi. I dag vil vi se, hvordan forskellige kulfibermønstre kan bruges til at lave kulfiberprodukter.
Først og fremmest ved vi, at kulfibre ikke produceres individuelt, men i bundter. Antallet af kulfibre i hvert bundt kan variere en del, men generelt kan de opdeles i 1000, 3000, 6000 og 12000, hvilket er det velkendte koncept med 1k, 3k, 6k og 12k.
Kulfiber kommer ofte i vævet form, hvilket gør det nemmere at håndtere og kan give det større styrke alt efter anvendelse. Som følge heraf er der flere vævningstyper, der bruges til kulfiberstoffer. De mest almindelige er almindelig vævning, twillvævning og satinvævning, som vi vil beskrive i detaljer separat.
Plain Weave Carbon Fiber
Kulfiberpaneler i almindelig vævning er symmetriske og fremstår som et lille skakternet. I denne type vævning er filamenterne vævet i et høj-lav mønster. Den lille afstand mellem de midterste filamentrækker giver glatvævningen en høj grad af stabilitet. Vævestabilitet er stoffets evne til at bevare sin skudvinkel og fiberorientering. På grund af sin høje stabilitet er almindelig vævning mindre velegnet til lamineringer med komplekse konturer og er ikke så fleksibel som andre vævningstyper. Generelt er almindelige vævninger velegnede til udseendet af flade paneler, rør og buede 2D-strukturer.
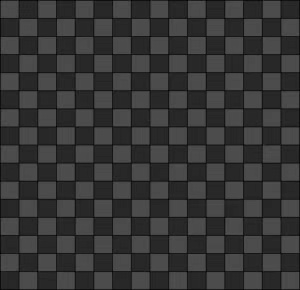
En ulempe ved denne type vævning er den stærke krumning af filamentbundtet på grund af den lille afstand mellem sammenfletningerne (vinklen dannet af fibrene under vævning, se nedenfor). Denne krumning forårsager spændingskoncentrationer, der svækker delen over tid.
Twill Weave Carbon Fiber
Twill er en mellemvævning mellem almindelig og satin, som vi vil diskutere senere. Twill har god fleksibilitet, kan formes til komplekse konturer og bevarer stabiliteten af vævningen bedre end satinvævning, men ikke så godt som almindelig vævning. I en kipervævning, hvis du følger et bundt filamenter, vil det gå et vist antal filamenter op og derefter ned i det samme antal filamenter. Op/ned-mønsteret skaber udseendet af diagonale pile kaldet "twill-linjer". Den bredere afstand mellem twillfletninger sammenlignet med almindelig vævning betyder færre løkker og mindre risiko for stresskoncentration.
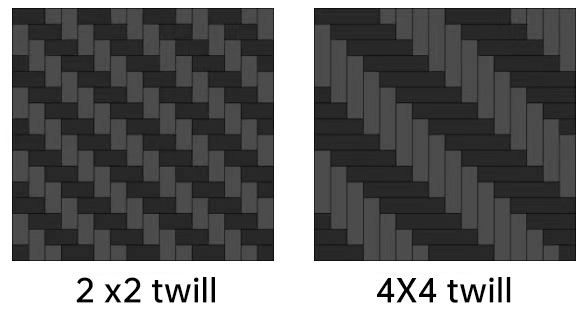
Twill 2x2 er nok den bedst kendte kulfibervævning i branchen. Den bruges i mange kosmetiske og dekorative applikationer, men tilbyder også fremragende funktionalitet, er moderat bøjelig og moderat stærk. Som navnet 2x2 antyder, passerer hvert filamentbundt gennem to strenge og derefter tilbage op gennem to strenge. På samme måde passerer 4x4 twill gennem 4 filamentbundter og bakkes derefter op gennem 4 filamentbundter. Dens formbarhed er lidt bedre end 2x2 twill, da vævningen er mindre tæt, men også mindre stabil.
Satinvævning
Satinvævningen har en lang historie inden for vævning og blev brugt i de tidlige dage til at lave silkestoffer med fremragende drapering, der virkede glatte og sømløse på samme tid. I tilfælde af kompositter tillader denne afdækningsevne, at komplekse konturer let kan formes og pakkes ind. Den lethed, hvormed stoffet kan formes, gør, at det er mindre stabilt. Almindelige sele satin vævninger er 4 sele satin (4HS), 5 sele satin (5HS) og 8 sele satin (8HS). Efterhånden som antallet af satinvævninger stiger, vil formbarheden øges, og stofstabiliteten falder.
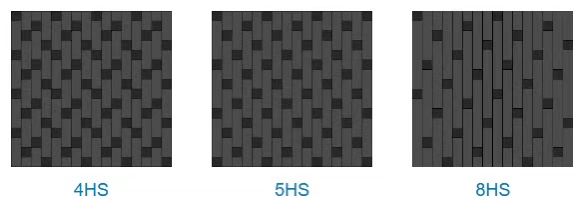
Tallet i navnet på selen satin angiver det samlede antal seler, der går op og ned. Ved 4HS vil der være mere end tre seler op og en ned. Ved 5HS vil der være mere end 4 tråde op og derefter 1 tråd ned, mens der ved 8HS vil være 7 tråde op og derefter 1 tråd ned.
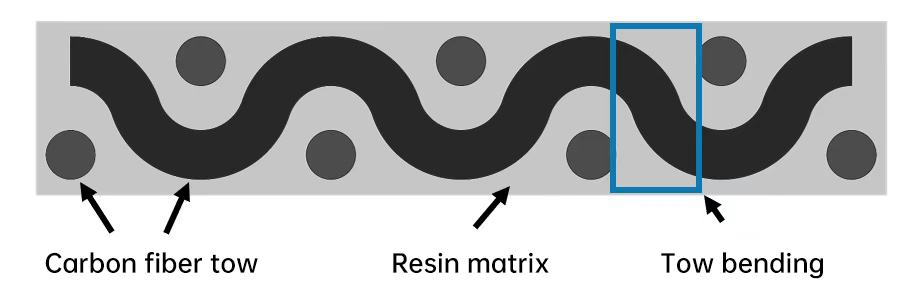
Filamentbundt med udvidet bredde og standardfilamentbundt
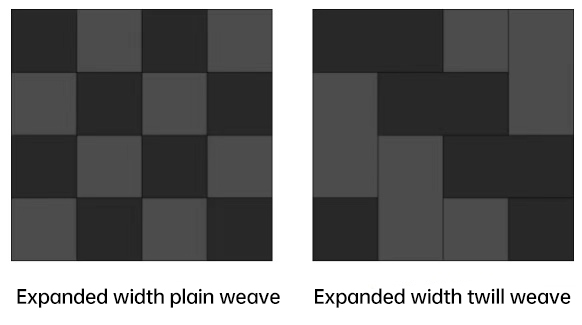
Ensrettede stofkulfibre har ingen bøjningstilstand og kan modstå kræfter godt. Filamentbundter af vævet stof skal bøjes op og ned i den ortogonale retning, og styrketabet kan være betydeligt. Så når fiberbundter væves op og ned for at danne et stof, reduceres styrken på grund af krølning i bundtet. Når du øger antallet af filamenter i et standard filamentbundt fra 3k til 6k, bliver filamentbundtet større (tykkere), og bøjningsvinklen bliver større. En måde at undgå dette på er at folde filamenterne ud til bredere bundter, som kaldes udfoldning af filamentbundtet og laver et klæde, der også kaldes et spredestof, hvilket har mange fordele.
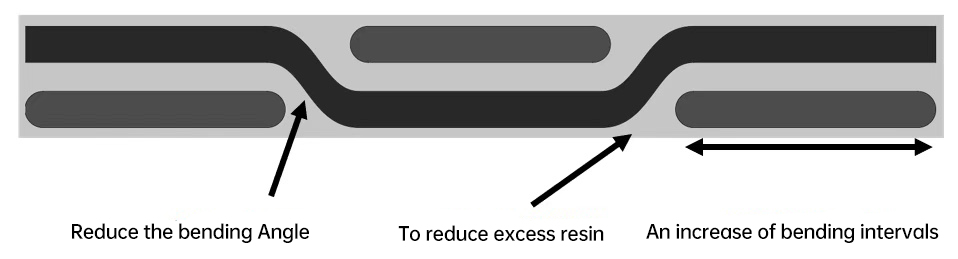
Krøllevinklen på det udfoldede filamentbundt er mindre end vævningsvinklen på et standardfilamentbundt, hvilket reducerer krydsdefekter ved at øge glatheden. Den mindre bøjningsvinkel vil resultere i højere styrke. Sprede filamentbundtmaterialer er også lettere at arbejde med end ensrettede materialer og har stadig en ret god fibertrækstyrke.
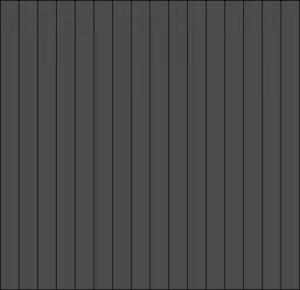
Ensrettede stoffer
Ensrettede stoffer er også kendt i industrien som UD-stoffer, og som navnet antyder, betyder "uni" "en", hvor alle fibrene peger i samme retning. Ensrettede (UD) stoffer har flere fordele med hensyn til holdbarhed. UD-stoffer er ikke vævede og har ikke bundter af sammenflettede og løkkede garner. Kun de højt orienterede kontinuerlige garner giver yderligere styrke og stivhed. En anden fordel er muligheden for at justere styrken af produktet ved at ændre vinklen og forholdet mellem overlapningerne. Et godt eksempel er brugen af ensrettede stoffer til cykelstel for at optimere lagstrukturen for at regulere ydeevnen. Rammen skal forblive stiv i bundbeslagets område for at overføre cyklistens energi til hjulene, men samtidig være fleksibel og bøjelig. Ensrettet vævning giver dig mulighed for at vælge den nøjagtige retning af kulfiberen for at opnå den nødvendige styrke.
En af de største ulemper ved ensrettet stof er dets dårlige manøvredygtighed. Ensrettet stof trævler let op under laminering, fordi det ikke har nogen sammenvævede fibre, der holder det sammen. Hvis fibrene ikke er placeret korrekt, er det næsten umuligt at placere dem korrekt. Der kan også være problemer ved skæring af ensrettet stof. Hvis fibre rives ud på et bestemt tidspunkt i snittet, bæres de løse fibre langs hele stoffets længde. Typisk, hvis ensrettede stoffer vælges til oplægning, bruges almindelige, twill- og satinvævede stoffer til det første og sidste lag for at hjælpe med at forbedre bearbejdeligheden og delens holdbarhed. I de mellemliggende lag bruges ensrettede stoffer til præcist at kontrollere styrken af hele delen.
Klik herFor flere nyheder
GRECHOleverer en bred vifte af kulfiberstoffer, herunder almindelig kulfiber, twill kulfiber, ensrettede tekstiler osv.
Kontakt os for dine købsbehov.
WhatsApp: +86 18677188374
E-mail: info@grechofiberglass.com
Tlf.: +86-0771-2567879
Mob.: +86-18677188374
Internet side:www.grechofiberglass.com
Indlægstid: 16-jun-2023




